Curious about how to optimize your wire form design?
At Gifford Spring, we’re committed to helping our customers save time and money on custom springs and wire forms. Today, we’re sharing Design for Manufacturability (DFM) tips for wire forms so you can enjoy faster quotes, shorter lead times, and lower costs.
We can summarize most of these tips with one general rule: Keep it simple.
Wire Forms vs. Springs: What’s the Difference?
Wire forms differ from custom springs in their functionality and how they’re manufactured. Understanding what sets wire forms apart is critical to optimizing their design:
- Function. While springs deform to aid in the movement of an object/assembly, wire forms tend to be rigid and provide stability. There are exceptions, such as designs that incorporate a spring into a wire form, but typically a wire form acts as a frame, clip, handle, or hook and offers support.
- Manufacturing process. Springs are made by either wrapping wire around a mandrel or forcing wire into a coiling point which then create a continuous coil away from the machine, then finally cutting the spring from the machine.
Wire forms are created by feeding a wire a precise distance between two mechanically driven pins, then rotating two pins to create a specific bend angle and radius. This is repeated until all bends have been formed, then the wire form is cut from the machine.
Another important factor to consider is that every wire form is unique in design and function, whereas types of springs (compression, extension, torsion) tend to have similar characteristics.
Designing Wire Forms for Manufacturability
Keeping wire form designs simple will always result in faster manufacturing and lower costs. But what does “simple” mean in the context of custom wire forming? Let’s answer that question by taking a look at a few factors that affect wire form complexity:
- Bend radius. The bend radius is the measurement inside the wire’s bend to the center of the bending point. Here are some tips for simplifying bend radii specifications in custom wire forming designs:
- Have one consistent bend radius. It’s possible to achieve two or more bend radii in one wire form. But it can require secondary processes or new tooling, which drive up project costs. If possible, strive to design one consistent bend radius throughout your wire form for more efficient, cost-effective manufacturing.
- Make your bend radius big enough. A bend radius that’s too small can cause cracking on the outside radius of the bend. A good rule of thumb is to keep a 1:1 ratio of bend radius to wire diameter. For example, if a wire has a .25” diameter, the bend radius should be no smaller than .25”. Bigger wires are less forgiving, so the bend radius should be even larger than the wire diameter. This rule of thumb can be broken, but may require testing and prototyping to prove out manufacturability.
- Ensure a distance of at least two wire sizes between bends. Consecutive bends are often impossible to manufacture with standard capabilities. Even when it’s possible to achieve these bends with custom tools, it’s extremely difficult to maintain accuracy. To avoid these difficulties, include adequate space (ideally two wire sizes) between each bend.
- Keep bends in one plane. When possible, avoid complex bends that cross into more than one plane. Wire forms are different from springs, which naturally incorporate bends in more than one plane as the wire is coiled into the spring shape. While complex bends are possible with wire forms, they can increase cost significantly. If they’re not necessary, we recommend designing for single-plane bends instead.
- Materials. Considerations like end use application and wire form design usually dictate material choice. But if you have some flexibility with your selection, you can save money with cheaper materials.
Lower tensile strength materials (around or less than 100,000 psi) such as basic steels, are easy to work with and inexpensive to source. If your part has long, straight lengths between bends, you’ll need a higher tensile material.
Let us know your custom wire forming requirements (e.g., corrosion, heat resistance), and we’ll do our best to suggest materials and finishes with budget in mind.

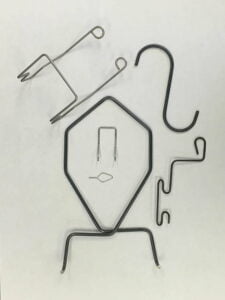
Teardrop Eye
- Tolerances. Many customers are used to designing for precision machining with solid, non-flexible materials, which is a more stable process capable
of holding extremely tight tolerances. Wire forms require more leniency, both in straight length dimensions and bend angles. Variation in length and angle is often due to changes in tensile strength throughout a coil, or slight changes in bend angle that can add up with multiple bends. We can generally achieve a tolerance of +/- ½ wire diameter for linear dimensions and +/- 3 degrees for angular, but can achieve tighter tolerances if necessary. The leniency required in tolerancing doesn’t usually affect functionality; it’s offset by the wire form’s flexibility. - Welding. We always recommend customers avoid welding when possible. Fasteners are preferable to welding because they do not require additional labor, are easy to replace, and can have a cleaner appearance than welded parts. Welding alternatives, such as clips that connect components or overlaps that secure one component to another, are time and cost-efficient options to consider. You can also design a teardrop-eye bend into the wire form to fasten it to another component.
When you need wire forming services, come to the experts at Gifford Spring. Request a quote from us today!